
7 Reasons Why Cutting Sheet Metal with Water Jet Is Gaining Ground in 2026
In modern fabrication shops, cutting sheet metal with water jet has become a standard process for parts that demand zero heat distortion. Unlike traditional methods, this technology relies on a high‑pressure stream mixed with abrasive to slice through thin gauges and thicker plates alike. VICHOR provides advanced systems that make cutting sheet metal with water jet efficient and repeatable for job shops of any size.
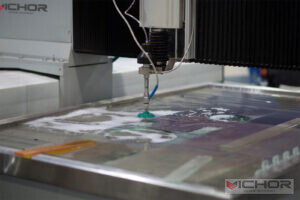
1. How Cutting Sheet Metal with Water Jet Actually Works
The principle behind cutting sheet metal with water jet is simple: water is pressurised to 60,000‑90,000 psi and forced through a tiny orifice. At the cutting head, garnet abrasive is added to the stream.
The abrasive particles strike the metal at high speed, eroding a narrow kerf. The process is fully guided by CNC, allowing complex shapes to be cut from sheet metal without tool changes.
Because there is no heat, the metal’s microstructure remains unchanged. This is especially important for aerospace or automotive parts where material integrity is critical.
Main components of a waterjet cutting system
- High‑pressure pump (intensifier or direct drive)
- Cutting head with mixing chamber
- Abrasive delivery and metering system
- Catch tank and grid for part support
- CNC motion controller
2. Sheet Metal Types Suitable for Waterjet Processing
One major advantage of cutting sheet metal with water jet is its ability to handle virtually any alloy. Unlike laser, which struggles with reflective materials, water jet cuts everything.
- Stainless steel: 0.5 mm to 50 mm, with a satin finish.
- Aluminum: No melting or burr formation.
- Copper & brass: Highly reflective, cut without issues.
- Titanium: Ideal for medical and aerospace parts.
- High‑strength steels: No heat‑affected zone preserves temper.
This versatility means one machine can replace several dedicated cutters, saving floor space and capital.
3. Precision and Tolerances in Thin‑Gauge Cutting
When cutting sheet metal with water jet, typical positional accuracy is ±0.1 mm. With dynamic head compensation, taper can be virtually eliminated.
For thin sheets (0.5‑3 mm), the kerf width is only 0.7‑1.0 mm. This allows tight nesting and minimal material waste. Edges are ready for welding or forming without secondary deburring.
Modern machines from VICHOR include taper control and real‑time height sensing to maintain focus distance, ensuring consistent quality across the entire sheet.
4. Cost Considerations and Operational Savings
While cutting sheet metal with water jet has a cost per part that includes abrasive and electricity, there are hidden savings. No tooling wear, no heat‑related warping, and no secondary operations often make it cheaper overall.
- Abrasive cost: typically $0.10‑$0.30 per minute of cutting.
- Maintenance: seals and nozzles wear, but are inexpensive to replace.
- Setup time: minimal; change from one material to another instantly.
- Scrap reduction: narrow kerf and nesting software improve yield.
For short runs or prototyping, water jet is often the most economical choice because there are no dies to fabricate.
5. Environmental and Safety Benefits
Cutting sheet metal with water jet is one of the cleanest processes in a fab shop. No fumes, no smoke, and no hazardous gases are produced.
The only by‑products are spent water and garnet, which can often be recycled or disposed of as non‑hazardous waste. Many shops use closed‑loop water filtration to minimise consumption.
From a worker safety perspective, there is no bright laser light, no molten metal splatter, and the machine operates at safe sound levels when properly enclosed.
6. Comparison: Waterjet vs. Laser vs. Plasma vs. Punching
Choosing the right method depends on volume and material. Cutting sheet metal with water jet shines in specific niches.
Waterjet vs. Laser
- Laser is faster on thin sheets (<3 mm) of mild steel and stainless, but cannot cut copper or aluminum reliably.
- Waterjet cuts any metal, any thickness, without thermal stress.
Waterjet vs. Plasma
- Plasma is fast on thick plates but leaves a rough edge and a large HAZ.
- Waterjet gives a smooth edge, often eliminating grinding.
Waterjet vs. Punching
- Punching is fast for repetitive holes but requires expensive tooling.
- Waterjet handles any shape without tool changes, ideal for prototypes.
7. Industrial Applications Relying on Waterjet
From art to aerospace, cutting sheet metal with water jet is trusted for its versatility.
- Aerospace: Titanium brackets, Inconel exhaust components.
- Architecture: Decorative screens, stainless steel cladding.
- Automotive: Prototype body panels, chassis reinforcements.
- Food equipment: Stainless steel countertops and sinks.
- Electronics: Thin copper heat sinks, aluminium enclosures.
VICHOR machines are found in these industries worldwide, known for their reliability and precision.
Conclusion: Why Cutting Sheet Metal with Water Jet Remains a Smart Choice
In summary, cutting sheet metal with water jet offers unmatched flexibility, cold‑working benefits, and clean edges. Whether you run a small job shop or a large fabrication facility, this technology can handle diverse materials and thicknesses with ease. Partner with VICHOR to explore waterjet systems that fit your production goals and budget.
Frequently Asked Questions (FAQ)
Q1: What is the maximum thickness of sheet metal that can be cut with water jet?
A1: For typical sheet metal (up to 6 mm), water jet cuts very quickly. However, the process can handle plates up to 150 mm thick, though speeds decrease with thickness. The practical limit for “sheet metal” is usually 12 mm, but machines easily cut thicker material when needed.
Q2: Does cutting sheet metal with water jet cause rust on stainless steel?
A2: No, the process uses clean water and garnet; it does not introduce contaminants. However, if the water contains chlorides or if the cut surface is not dried, some mild staining can occur. Most shops blow off parts immediately after cutting.
Q3: How fast is cutting sheet metal with water jet for 1 mm stainless steel?
A3: For 1 mm stainless steel, cutting speeds of 2‑3 metres per minute are typical, depending on pump power. Thinner materials cut even faster. The speed is moderate compared to laser, but the quality is often higher.
Q4: Can water jet cut stacked sheets of metal at once?
A4: Yes, this is a common practice to boost productivity. By clamping multiple thin sheets together, cutting sheet metal with water jet can cut through the stack, producing identical parts in one pass. Stack height must allow the jet to stay coherent.
Q5: What maintenance is required for a water jet machine used daily on sheet metal?
A5: Daily tasks include checking abrasive levels, inspecting the mixing tube for wear, and flushing the system. Weekly maintenance involves cleaning the tank and checking pump oil. VICHOR provides detailed manuals and support for routine upkeep.
Q6: Is water jet cutting expensive for very thin sheet metal (0.5 mm)?
A6: The cost per part is higher than punching for massive volumes, but for prototypes or short runs, it is very economical because there are no tooling charges. Additionally, the edge quality is superior, often eliminating secondary finishing.

